ññññ---
Obsah
Co je to vlastnÏ forma?. 5
Na co se forma pouûÌv·?. 6
M˘ûete vytvo¯it formu tÈmϯ
vöeho - opravdu! 6
Materi·ly na v˝robu forem.. 7
V˝roba p¯. n. l. 7
V˝roba dnes. 7
LatexovÈ kauËuky (latex) 8
PolysulfidovÈ kauËuky (polysulfidy) 9
SilikonovÈ kauËuky (silikony) 10
PolyuretanovÈ kauËuky (kauËuky) 11
Co je dvousloûkov˝ kauËuk?. 12
D˘leûitÈ pojmy. 13
MÌchacÌ pomÏr (Mix Ratio) 13
Doba zpracov·nÌ (pot life) 14
TvrdomÏr (durometer) 14
Viskozita (Viscosity) 15
Vûdy si d˘kladnÏ p¯eËtÏte technick˝
list 16
Co skr˝v· technick˝ list?. 16
Na co si d·t pozor. 17
BezpeËnost na prvnÌm mÌstÏ. 17
V˝roba forem a odlitk˘ nenÌ pro dÏti 17
DobrÈ vÏtr·nÌ je nezbytnÈ. 17
Noste ochrannÈ pom˘cky. 17
ChraÚte ûivotnÌ prost¯edÌ 17
Pozor na teplotu. 17
Vlhkost by mÏla b˝t snÌûena na
minimum.. 17
P¯Ìprava pracovnÌho prost¯edÌ 17
Neriskujte cenn˝ model 18
Dob¯e vyuûijte sv˘j Ëas. 18
Vaûte a mϯte peËlivÏ. 18
VÌce dÌlnou formu nezapomeÚte
separovat 18
VÏci pot¯ebnÈ pro v˝robu formy. 19
Tvorba jednodÌlnÈ formy
s plochou zadnÌ stranou. 20
ZaËnÏme s modelem.. 20
StavÌme ohr·dku. 20
ZajiötÏnÌ modelu. 21
UtÏsnÏnÌ sp·r. 21
Aplikace plniËe pÛr˘. 21
Aplikace separ·toru. 21
Spr·vn· aplikace separ·toru. 22
OdmϯenÌ materi·lu na formu. 22
SmÌch·nÌ materi·lu. 23
Vakuov·nÌ materi·lu. 23
LitÌ materi·lu do ohr·dky. 24
VytvrzenÌ formy. 24
UrychlenÌ vytvrzenÌ 24
Odformov·nÌ 25
NejËastÏjöÌ chyby p¯i tvorbÏ formy. 26
ShrnutÌ 27
Z·vÏr. 28
P¯ipravujeme dalöÌ eBook. 28
SlovnÌËek pojm˘. 29
AnglickÈ v˝razy. 30
 ednoduöe ¯eËeno, forma je negativnÌ otisk p¯evzat˝ z
pozitivnÌho modelu (podobnÏ jako negativ z fotografie). VaöÌm cÌlem p¯i v˝robÏ
formy je reprodukovat origin·lnÌ model (jako p¯esnou kopii origin·lu) do co
nejmenöÌch detail˘. Forma by mÏla zachytit kaûd˝ detail, texturu, rozmÏr atd. z
origin·lu.
ednoduöe ¯eËeno, forma je negativnÌ otisk p¯evzat˝ z
pozitivnÌho modelu (podobnÏ jako negativ z fotografie). VaöÌm cÌlem p¯i v˝robÏ
formy je reprodukovat origin·lnÌ model (jako p¯esnou kopii origin·lu) do co
nejmenöÌch detail˘. Forma by mÏla zachytit kaûd˝ detail, texturu, rozmÏr atd. z
origin·lu.
NaöÌm cÌlem je vytvo¯it formu
∑
rychle,
∑
s minimem potÌûÌ,

ù uû si jste Ëi nejste vÏdomi, formy se dot˝kaly vÏtöiny
vÏcÌ z naöeho kaûdodennÌho ûivota a jsou pouûity pro nekoneËnÈ palety aplikacÌ.
Je aû neuvϯitelnÈ, jak moc jsme obklopeni v˝robky vytaûen˝mi z forem.
Formy jsou pouûity k vytvo¯enÌ jÌdla (nap¯. vzor˘ dezert˘,
marcip·n˘), pro reprodukci soch. FosilnÌ hledaËi, muzea a prepar·to¯i vytv·¯ejÌ
formy fosÌliÌ, alig·tor˘, ryb, atd. Na v˝robu svÌËek se takÈ pouûÌvajÌ formy,
aby se vyrobilo nekoneËnÈ mnoûstvÌ svÌËek. Tv˘rci speci·lnÌch efekt˘, kterÈ
udÏlajÌ z filmu velkolepÈ dÌlo, pot¯ebujÌ r˘znÈ rekvizity, masky, apod. V
pr˘myslu se vyuûÌvajÌ formy na v˝robu bot, kterÈ nosÌte, p¯ÌstrojovÈ desky i
pneumatiky v autÏ, ve kterÈm jedete, ö·lky, ze kter˝ch pijete, telefon,
kter˝ pouûÌv·te, dekorativnÌ odlitky, kterÈ zdobÌ domy i betonovÈ panely
pouûitÈ na v˝stavbu budov, protihlukov˝ch stÏn, atd.
ù uû m·te z·jem o reprodukci tvarovanÈ postavy, staroûitnÈho
r·mu obrazu, pr˘myslovÈho vzoru, architektonickÈho prvku, fosÌlie, zv̯ecÌ
k˘ûe, struktury kusu tkaniny nebo nap¯. hraËku, zaËnete tÌm, ûe si vyrobÌte
formu.
Aù uû chcete jeden nebo tisÌc reprodukcÌ origin·lu, m˘ûete
to udÏlat pomocÌ formy. Aù je jiû p˘vodnÌ model vyroben z hlÌny, vosku, s·dry,
pÌsku, betonu, kamene, kovu, kostÌ nebo tÈmϯ vöech druh˘ materi·l˘, zhotovenÌ
formy umoûÚuje model reprodukovat. Na pouûitÈm materi·lu z·visÌ fyzik·lnÌ vlastnosti
v˝slednÈ formy.
 V˝roba p¯. n. l.
V˝roba p¯. n. l.
idÈ vyr·bÏli formy po tisÌce let jiû od starovÏkÈho Egypta a
»Ìny. V pr˘bÏhu let se pouûÌvala k v˝robÏ forem ¯ada materi·l˘ vËetnÏ pÌsku,
vosku, lepidla, ûivoËiönÈho tuku, s·dry, algin·tu, kovu, plastu, opakovanÏ
pouûitelnÈho vinylu, ûelatiny a dalöÌ.
neönÌ v˝robci forem st·le pouûÌvajÌ r˘znÈ materi·ly, ale
vÏtöina k v˝robÏ pouûÌv· jeden ze Ëty¯ pruûn˝ch kauËuk˘ (kauËuk˘ je jinak velk·
¯ada). KauËuk je polymernÌ
materi·l p¯ÌrodnÌho nebo syntetickÈho p˘vodu, vyznaËujÌcÌ se
velkou pruûnostÌ,
tedy schopnostÌ se ˙Ëinkem vnÏjöÌ sÌly v˝raznÏ deformovat a potÈ opÏt zaujmout
p˘vodnÌ tvar. Je to tedy tzv. elastomer. PouûÌvajÌ se
hlavnÏ z n·sledujÌcÌch d˘vod˘:
∑
 VÏrnÏ reprodukujÌ jemnÈ detaily.
VÏrnÏ reprodukujÌ jemnÈ detaily.
∑
Pruûnost umoûÚuje snadnÈ vyjmutÌ modelu i odlitku.
∑
ObecnÏ majÌ formy dlouhou ûivotnost, coû umoûÚuje mnoho
reprodukcÌ.
∑
Protoûe obecnÏ vydrûÌ mnoho reprodukËnÌch cykl˘, coû sniûuje
n·klady na v˝robu.
∑
StudenÈ vytvrzov·nÌ ñ za pokojov˝ch teplot.
∑
KauËuky v˝bornÏ zatÈkajÌ a nemajÌ adhezi k vÏtöinÏ materi·l˘,
proto se pouûÌvajÌ pro zalÈv·nÌ a k v˝robÏ pruûn˝ch forem na odlÈv·nÌ.
Tyto materi·ly jsou latex, polysulfidy, polyuretany a
silikony. V n·sledujÌcÌch odstavcÌch si p¯edstavÌme tyto materi·ly a uvedeme
v˝hody a nev˝hody kaûdÈho z nich.
atex je p¯ÌrodnÌ kauËuk extrahovan˝ z kauËukovnÌk˘ vyskytujÌcÌ
se p¯edevöÌm v jihov˝chodnÌ Asii. Aby se dal latex pouûÌt jako materi·l k v˝robÏ
formy, surov˝ kauËuk je obvykle zpracov·n se Ëpavkem a vodou. Latex je tÈmϯ
vûdy natÌran˝ na modelu (nezalÈv· se model).
V˝hody
ñ Latex je jednosloûkov˝ (nenÌ t¯eba nic v·ûit ani mÌchat)
materi·l, p¯ipraven k pouûitÌ p¯Ìmo. Velkou v˝hodou je, ûe je relativnÏ levn˝.
Latex je pruûn˝ a formy jsou obecnÏ tenkostÏnnÈ, pevnÈ s dobrou odolnostÌ proti
odÏru. Vzhledem ke svÈ vysokÈ elasticitÏ, se forma sejme z modelu jako
rukavice. Latexov· forma si udrûÌ sv˘j tvar i potÈ, co byla opakovanÏ srolov·na
a obr·cena naruby. Kv˘li tÈto vlastnosti a odolnost proti odÏru, se latex bÏûnÏ
pouûÌv· pro v˝robu tzv. "rukavicov˝ch forem".
Nev˝hody
ñ ObecnÏ pro Low-cost (levnÈ) produkty. SmrötÏnÌ v ¯·du 10
aû 20% v z·vislosti na v˝robku. Tvorba formy z latexu je pomal· a ËasovÏ
n·roËn·. Forma z latexu m˘ûe vyûadovat aû 20 n·tÏr˘. Coû p¯i schnutÌ jednÈ
vrstvy 4 hodiny chvÌli potrv·. »as na v˝robu natÌranÈ formy z latexu m˘ûe trvat
deset i vÌce dn˘. Mnoho v˝robk˘ z latexu je cÌtit po Ëpavku (nicmÈnÏ, existujÌ
i v˝robky s niûöÌm smrötÏnÌm a bez z·pachu). LatexovÈ formy jsou obecnÏ
nevhodnÈ pro odlÈv·nÌ prysky¯ic.
Ý
Nap¯.: materi·l Revultex
z e-Shopu www.levneSilikony.cz, cena od 186,- bez DPH
Ý(http://levnesilikony.cz/index.php?section=forma&material=latexls&flag=cz)
Ý
olysulfidov˝ kauËuk [polysulfide rubber] je dvousloûkov˝ systÈm (b·ze
A + tvrdidlo B), kter˝ byl oblÌben˝ na v˝robu forem v bronzov˝ch slÈv·rn·ch po
celÈm svÏtÏ (pro litÌ vosku). Jsou k dispozici pro v˝robu forem zalÈv·nÌm
modelu i pro natÌr·nÌ ötÏtcem. U n·s se nikdy
nerozö̯ily, p¯edstavujÌ vöak nejstaröÌ skupinu elastomer˘, zn·mou od roku
1954.
V˝hody
ñ PolysulfidovÈ formy jsou velmi mÏkkÈ, elastickÈ a dlouho
vydrûÌ (nÏkterÈ formy jsou v produkci p¯es 40 let), a jsou dobrÈ pro v˝robu
forem se z·porn˝mi a velmi jemn˝mi detaily. Na rozdÌl od jin˝ch forem kauËuk˘,
polysulfidov˝ kauËuk nereaguje se sÌru nebo modelÌnami na b·zi vody. P¯Ìprava
modelu je minim·lnÌ. Po vytvrzenÌ jsou polysulfidovÈ formy vhodnÈ pro litÌ
vosku (metoda ztracenÈho vosku) a s·drovÈ omÌtky.
Nev˝hody
ñ NejËastÏjöÌ polysulfidovÈ kauËuky s olovÏn˝mi vytvrzujÌcÌmi
Ëinidly majÌ nep¯Ìjemn˝ z·pach. NovÏ vyrobenÈ polysulfidovÈ formy mohou
zneËistit model. Polysulfidy majÌ öpatnou odolnost proti odÏru (nenÌ tedy
vhodn˝ pro odlitky betonu), a nejsou vhodnÈ pro odlitky prysky¯ic. Polysulfidy
(sloûky A + B), musÌ b˝t p¯esnÏ odmϯov·ny podle hmotnosti (vyûadov·na v·ha)
nebo nemusÌ dojÌt ke spr·vnÈmu vytvrzenÌ. Jsou st¯ednÏ drahÈ; draûöÌ neû latex,
ale levnÏjöÌ neû silikony.
Ý
Ý
Nap¯.: materi·l FMC od firmy Smooth-On,
Inc.
(http://www.smooth-on.com/Polysulfide-Rubber/c1310_1305/index.html)
Ý
Ý
Ý
ilikonovÈ kauËuky [silicone
rubber] jsou dvousloûkovÈ systÈmy (b·ze A + katalyz·tor B). K dispozici
je rozmezÌ tvrdostÌ od velmi mÏkk˝ch aû po st¯ednÏ tvrdÈ. Silikony mohou b˝t vytvrzov·ny
katalyz·torem na b·zi platiny (adiËnÌ typ) nebo cÌnov˝m katalyz·torem
(kondenzaËnÌ typ). Jsou k dispozici pro v˝robu forem litÌm, natÌr·nÌm,
st¯Ìk·nÌm a majÌ nÏkterÈ vynikajÌcÌ vlastnosti jako û·dn· jin· forma kauËuku.
V˝hody
ñ Silikonov˝ kauËuk m· nejlepöÌ vlastnosti co se t˝Ëe vyjmutÌ
modelu nebo odlitku, coû je zvl·ötÏ v˝hodnÈ, kdyû dÏl·te v˝robu odlÈv·nÌm
prysky¯ice (polyuretany, polyestery a epoxidy). NenÌ nutn· û·dn· separace,
takûe nenÌ nutnÈ po v˝robÏ Ëistit formu. Silikony takÈ vykazujÌ velmi dobrou
chemickou odolnost a odolnost v˘Ëi vysok˝m teplot·m (205 ∞ C a vyööÌ). Vysok·
teplotnÌ odolnost formy umoûÚuje odlÈvat nÌzkotavitelnÈ kovy a slitiny (tj.
cÌn, olovo, wood˘v kov, apod.). Kombinace dobrÈ vlastnosti separace, chemick·
odolnost a tepeln· odolnost dÏl· ze silikonu nejlepöÌ volbu pro odlÈv·nÌ
prysky¯ic.
Nev˝hody
ñ SilikonovÈ kauËuky jsou obecnÏ draûöÌ (zejmÈna adiËnÌ). Mohou
b˝t takÈ citlivÈ na r˘znÈ sloûky v modelu (nap¯Ìklad na modelovacÌ hmoty s
obsahem sÌry), kterÈ mohou zabr·nit silikonu ve vytvrzenÌ. SilikonovÈ kauËuky
jsou obvykle hustÏjöÌ (majÌ vyööÌ viskozitu) neû polyuretanovÈ kauËuky. Pro
zlepöenÌ v˝sledk˘ je moûno pouûÌt odplynÏnÌ vakuovou komorou, aby se
minimalizovalo vzniku bublin ve formÏ. P¯i kombinaci delöÌ doby zpracov·nÌ a
niûöÌ viskozity, majÌ vzduchovÈ bubliny dostatek Ëasu na uniknutÌ z formy.
SilikonovÈ sloûky (A + B) musÌ b˝t smÌch·ny p¯esnÏ podle hmotnosti (vyûadov·na
v·ha) nebo nemusÌ dojÌt ke spr·vnÈmu vytvrzenÌ. KondenzaËnÌ silikony majÌ po
vytvrzenÌ malÈ smrötÏnÌ. AdiËnÌ nemajÌ tÈmϯ û·dnÈ smrötÏnÌ. VÌce se dozvÌte
v technickÈm listu u konkrÈtnÌho materi·lu. Silikony majÌ menöÌ ûivotnosti
oproti polyuretanov˝m kauËuk˘m.
Nap¯.:
kondenzaËnÌ typ ñ materi·l CHN-KS z e-Shopu
www.levneSilikony.cz, cena od 235,- bez DPH
(http://levnesilikony.cz/index.php?section=forma&material=chk1&flag=cz)
adiËnÌ typ ñ materi·l Smooth-Sil z e-Shopu
www.silikonyCz.cz, cena od 866,- bez DPH (http://silikonycz.cz/index.php?section=silikony&material=smooth-sil_serie_a-silikon&flag=cz)
olyuretanovÈ kauËuky [polyurethane
rubber] jsou dvousloûkovÈ systÈmy (b·ze A + tvrdidlo B), kterÈ pokr˝vajÌ
öirokou ök·lu aplikacÌ p¯i relativnÏ nÌzk˝ch n·kladech. Formu je moûnÈ vytvo¯it
litÌm, natÌr·nÌm nebo nast¯Ìk·nÌm na model.
V˝hody
ñ PolyuretanovÈ kauËuky se snadno pouûÌvajÌ, protoûe
vÏtöinou majÌ mÌchacÌ pomÏr 1A:1B, tj. nepot¯ebujete v·hu. Jsou k dispozici v
öirokÈm rozsahu tvrdosti od gelovitÈ aû po tvrdöÌ neû jsou pneumatiky auta. MajÌ
relativnÏ nÌzkou viskozitu a sami se odv·kuujÌ (nenÌ t¯eba vakuovÈ n·doby). D·le
majÌ dobrou odolnost proti odÏru, a jsou tedy pouûÌv·ny na odlitky abrazivnÌch
materi·l˘ jako beton. Jsou levnÏjöÌ neû adiËnÌ silikony a polysulfidy.
Nev˝hody
ñ Jestli silikonov˝ kauËuk m· ty nejlepöÌ separaËnÌ
vlastnosti, tak tento typ kauËuku m· ty nejhoröÌ (bude drûet vöe). D˘kladn·
p¯Ìprava modelu (budeme pokr˝vat toto tÈma pozdÏji) m· z·sadnÌ vliv na ˙spÏönou
v˝robu formy. Materi·l je citliv˝ na vlhkost. P¯i vystavenÌ vlhkosti (p¯i
v˝robÏ forem nap¯. venku ve vlhkÈm dni) mohou vzniknout bubliny. M· omezenou
dobu pouûitelnosti materi·lu po otev¯enÌ balenÌ. Zb˝vajÌcÌ produkt m˘ûe b˝t
ovlivnÏn okolnÌ vlhkostÌ ve vzduchu.
Nap¯.:
materi·l PMC od firmy Smooth-On, Inc, cena od 608,- bez
DPH
. (http://silikonycz.cz/index.php?section=kaucuky&material=pmc_serie&flag=cz)
 olyuretanov˝ kauËuk, polysulfidov˝ kauËuk i silikonov˝
kauËuk jsou vöechno dvousloûkovÈ materi·ly, kterÈ se skl·dajÌ ze dvou Ë·stÌ A +
B. Obvykle b˝vajÌ barevnÏ rozliöenÈ, aby nedoölo k z·mÏnÏ. KauËuky jsou tekutÈ
smÏsi, kterÈ p¯id·nÌm katalyz·toru vytv·¯Ì houûevnatou, pruûnou pryû odolnou
proti roztrûenÌ.
olyuretanov˝ kauËuk, polysulfidov˝ kauËuk i silikonov˝
kauËuk jsou vöechno dvousloûkovÈ materi·ly, kterÈ se skl·dajÌ ze dvou Ë·stÌ A +
B. Obvykle b˝vajÌ barevnÏ rozliöenÈ, aby nedoölo k z·mÏnÏ. KauËuky jsou tekutÈ
smÏsi, kterÈ p¯id·nÌm katalyz·toru vytv·¯Ì houûevnatou, pruûnou pryû odolnou
proti roztrûenÌ.
Sloûka A se smÌsÌ se sloûkou B v urËitÈm pomÏru (mÌchacÌm
pomÏru) a smÏs je nalita, nat¯ena nebo nast¯Ìk·na na model.



ro lepöÌ pochopenÌ v˝roby forem pro vlastnÌ pot¯ebu, pot¯ebujete
vÏdÏt nÏkolik d˘leûit˝ch pojm˘.
MÌchacÌ pomÏr (Mix Ratio) - vyjad¯uje spr·vn˝ mÌchacÌ
(smÏöovacÌ) pomÏr (buÔ hmotnostnÏ, nebo objemovÏ), ve kterÈm se sloûka A smÌch·
se sloûkou B. PotÈ se materi·l nalije na model. Tento pomÏr se liöÌ materi·l od
materi·lu a jsou vûdy uvedeny v technickÈm listu pro dan˝ produkt. AËkoli se
stanovenÌ hmotnosti nebo objemu jednotliv˝ch sloûek m˘ûe jevit trivi·lnÏ, na
poprvÈ to m˘ûe nÏkomu zp˘sobit problÈm hned na startu.
Uk·zka
mÌchacÌch pomÏr˘:
|
1A: 1B objemovÏ
|
|
2A: 1B hmotnostnÏ
|
|
1A: 2B objemovÏ
|
|
1A: 10B
hmotnostnÏ
|
|
26A: 100B
hmotnostnÏ
|
|
100A: 3B
hmotnostnÏ
|
Pokud materi·l vyûaduje mÌchacÌ pomÏr A + B hmotnostnÏ,
pouûijte v·hu s p¯esnostÌ na gramy.Ý Pokud materi·l neodv·ûÌte p¯esnÏ,
nemusÌ materi·l vytvrdnout. Pokud pouûÌv·te materi·l s mÌchacÌm pomÏrem
podle objemu, snaûte se b˝t tak p¯esnÌ, jak jen to jde.
P¯Ìklad
1:
Vych·zejme z toho, ûe chcete pouûÌt 750g materi·lu. Specifickou
hmotnost p¯edpokl·dejme rovno 1, takûe 1 litr odpovÌd· p¯ibliûnÏ 1 kg
materi·lu.
MÌchacÌ pomÏr 2A:1B hmotnostnÏ znamen·, ûe sloûky A musÌ b˝t
2 x vÌce neû sloûky B. Sloûka A bude mÌt tedy 2 dÌly a sloûky B 1 dÌl.
Dohromady jsou to t¯i dÌly o celkovÈ hmotnosti 750g.
VypoËteme hmotnost
jednoho dÌlu: 750g / 3 dÌly = 250g na 1 dÌl.
DopoËteme sloûku A (ta m· mÌt 2 dÌly): 2A = 2*250gA = 500gA
dopoËteme sloûku B: 1B = 1*250gB = 250gB
KontrolnÌ souËet sloûek musÌ vyjÌt 750g: A + B = 500g + 250g =
750g
Odv·ûÌme si tedy
500g sloûky A a 250g sloûky B a smÌch·me je dohromady. V˝sledn· hmotnost bude
750g.
P¯Ìklad
2:
MÌchacÌ pomÏr 4A:1B objemovÏ znamen·, ûe sloûka A bude 4 x
vÏtöÌ (co do objemu) neû sloûka B. Poûadavek je zÌskat 1 litr smÏsi.
RozdÏlme si smÏs na 4 dÌly sloûky A a 1 dÌl sloûky B.
Dohromady tedy 5 dÌl˘ musÌ d·t 1000 ml.
VypoËteme hmotnost jednoho dÌlu: 1000ml / 5 dÌly = 200ml na
dÌl.
DopoËteme sloûku A (ta m· mÌt 4 dÌly): 4A = 4*200mlA = 800mlA
DopoËteme sloûku B: 1B = 1*200mlB = 200mlB
KontrolnÌ souËet sloûek musÌ vyjÌt 1000ml: A + B = 800ml + 200ml=
1000ml
OdmϯÌme si tedy 800ml sloûky A a 200ml sloûky B a smÌch·me
je dohromady. V˝sledn˝ objem bude 1000ml.
D˘leûitÈ:
MÌchacÌ pomÏr urËÌ, jak budou sloûky zabaleny.
Tip:
BÏûnou chybou je, ûe lidÈ p¯edpokl·dajÌ, ûe mÌchacÌ pomÏr
jednoho produktu je stejn˝ jako mÌchacÌ pomÏr jinÈho materi·lu. P¯eËtÏte si
technick˝ list a zjistÏte mÌchacÌ pomÏr pro konkrÈtnÌ produkt, kter˝ pouûÌv·te.
Doba zpracov·nÌ (pot life) ñ Ud·v·
dobu, jak dlouho m˘ûete mÌchat a aplikovat materi·l, neû se stane
neaplikovateln˝m (ztuhne, zatvrdne). Teplota, ve kterÈ se pracuje, m· vliv na
dobu zpracov·nÌ. V teple se tato doba zpracov·nÌ zkracuje. V chladu
naopak prodluûuje a dokonce nemusÌ p¯i nÌzkÈ teplotÏ dojÌt k vytvrdnutÌ.
Obvykle se tato doba uv·dÌ pro pokojovou teplotu. P¯i pokojovÈ teplotÏ m·
vÏtöina forem kauËuku dobu zpracov·nÌ 15 aû 30 minut. Do tÈto doby musÌte
materi·l zamÌchat a aplikovat. V nÏkter˝ch p¯Ìpadech m˘ûe b˝t û·doucÌ tuto
dobu zmÏnit. K tomuto ˙Ëelu existujÌ zpomalovaËe (prodluûujÌ tuto dobu) a
urychlovaËe (zkr·tÌ tuto dobu).
Tip:
P¯edem si zjistÏte, kolik Ëasu budete mÌt na
zamÌch·nÌ a aplikaci. P¯i kr·tkÈ dobÏ radÏji pouûijte stopky. Pokud nejste
opatrnÌ, z˘stane V·m nezpracovan˝ a uû nepouûiteln˝ materi·l v mÌchacÌ n·dobÏ.
TvrdomÏr (durometer) ñ Durometr
mÏ¯Ì tvrdost formy, kter· se pohybuje od mÏkkÈ k˘ûe 0A aû k tvrdosti
pneumatiky 95A. SpoleËnÏ s tvrdostÌ jsou spojenÈ i jinÈ vlastnosti jako
pevnost v roztrûenÌ, odolnost proti odÏru, apod. »Ìm niûöÌ je hodnota durometru, tÌm je forma
pruûnÏjöÌ. A naopak, ËÌm vyööÌ je hodnota durometru, tÌm je forma mÈnÏ pruûn·.
Tip:
Co pro n·s tvrdost materi·lu znamen·? V˝bÏr
spr·vnÈ tvrdosti materi·lu pro V·s z·visÌ hlavnÏ na dvou faktorech: 1) konfigurace
vaöeho modelu a 2) co budete odlÈvat do v˝slednÈ formy. Model, kter˝ m· z·pornÈ
˙hly nebo mnoho ˙hl˘ (nap¯Ìklad parohy jelena) bude p¯edstavovat problÈm p¯i
vyjÌm·nÌ modelu i odlitku z formy. Pro model, jako je tento, budete pot¯ebovat
vybrat mÏkk˝ a pruûn˝ materi·l (Shore 15A ñ 30A), kter˝ v·m umoûnÌ sejmout
formu z celÈho modelu. Pokud m· v·ö model nÏkolik z·porn˝ch ˙hl˘, m˘ûete pouûÌt
tvrdöÌ formy kauËuku (Shore 50A). Pokud je v·ö model pomÏrnÏ jednoduch˝ a
chcete udÏlat v˝robek z betonu, m˘ûete pouûÌt velmi tvrdÈ materi·ly (Shore
80A), kterÈ majÌ dobrou odolnost proti odÏru a delöÌ ûivotnost formy.
Viskozita (Viscosity) ñ Ukazuje,
jak dob¯e materi·l teËe (Ëi neteËe). Voda m· viskozitu ve v˝öi 1 cps.
Uk·zka
r˘zn˝ch materi·l˘ a jejich viskozity:
|
Voda - 1 cps
|
|
StolnÌ olej ñ 500
cps
|
|
Motorov˝ olej ñ
2500 cps
|
|
Med ñ 10.000 cps
|
|
Melasa ñ 100.000
cps
|
Tip: Co pro v·s znamen· viskozita p¯i v˝bÏru
materi·lu? ObecnÏ platÌ, ûe ËÌm vyööÌ viskozita, tÌm tÏûöÌ je pro materi·l
samovolnÈ odplynÏnÌ (bubliny vzniklÈ p¯i mÌch·nÌ se z materi·lu sami
neuvolnÌ) bez pouûitÌ vakuovÈ n·doby. VÏtöina silikonov˝ch kauËuk˘ majÌ vysokou
viskozitu (od 20.000 cps do vÌce neû 150.000 cps) a odv·kuov·nÌ materi·lu po
mÌch·nÌ se obvykle doporuËuje. Na tÈto spodnÌ hranici 20.000 cps a dlouhÈ dobÏ
zpracov·nÌ (bublinky majÌ Ëas dostat se ven z materi·lu) nenÌ pouûitÌ
v˝vÏvy nutnÈ. Nepouûijeme-li v˝vÏvu, riskujeme, ûe dojde zachycenÌ vzduchov˝ch
bubliny, kterÈ se odrazÌ ve vytvrzenÈ formÏ. PolyuretanovÈ kauËuky majÌ relativnÏ
nÌzkou viskozitu (800 - 4500 cps) a vzduch se s·m uvolnÌ. Odv·kuov·nÌ tedy nenÌ
nutnÈ.
ù uû si vyberete jak˝koli produkt, vûdy si p¯eËtÏte
technick˝ list. Kaûd˝ v˝robek v nÏm m· uvedeny d˘leûitÈ Informace o
pouûÌv·nÌ tohoto konkrÈtnÌho materi·lu. NejbÏûnÏjöÌ aplikace, technickÈ
informace (mÌchacÌ pomÏr, tvrdost, viskozita, pevnost v trhu, pevnost
v tahu, dobu zpracov·nÌ, dobu odformov·nÌ, vlivy na vytvrzenÌ, atd.), a
mnohem vÌce. Jsou zde takÈ informace o bezpeËnosti, obecnÈ techniky na v˝robu a
jak dostat co nejvÌce z vaöeho materi·lu.
Obecn˝ popis ñ Typ materi·lu a d˘leûitÈ vlastnosti.
TechnickÈ parametry ñ Z·kladnÌ parametry, jejichû
znalost je pot¯ebn· pro spr·vnÈ pouûitÌ (nap¯. mÌchacÌ pomÏr, doba zpracov·nÌ,
doba vytvrzenÌ, apod.). DalöÌ parametry popisujÌcÌ vlastnosti v˝slednÈ formy (nap¯.
viskozita, specifick· hmotnost, barva, tvrdost, pevnost v tahu, prodlouûenÌ
do natrûenÌ, odolnost proti roztrûenÌ, smrötÏnÌ, apod.).
Pr·ce s materi·lem ñ Jak zaËÌt s materi·lem
pracovat. Jak materi·l pouûÌt.
BezpeËnostnÌ pokyny ñ OchrannÈ pom˘cky, apod.
Extra d˘leûitÈ informace ñ V˝jimeËnÈ, neobvyklÈ, ne
˙plnÏ z¯ejmÈ vÏci.
Kompatibilita ñ JakÈ jinÈ materi·ly je moûno v kombinaci
pouûÌt Ëi naopak nelze.Ý
P¯Ìsady do materi·lu ñ PouûitÌ nap¯. urychlovaˢ,
pigmentu, plniv, apod.
VytvrzenÌ ñ Doba plnÈho vytvrzenÌ.
UskladnÏnÌ ñ Jak uskladÚovat materi·l (za jak˝ch
teplot, vlhkosti, apod.).
UrËitÏ si dejte pozor na n·sledujÌcÌ body v seznamu.
BezpeËnost na prvnÌm mÌstÏ ñ Tyto
materi·ly jsou bezpeËnÈ, pokud jsou spr·vnÏ pouûÌv·ny a postupuje se podle
pokyn˘.
V˝roba forem a odlitk˘ nenÌ pro dÏti
- Udrûujte vöechny materi·ly mimo dosah dÏtÌ.
DobrÈ vÏtr·nÌ je nezbytnÈ ñ
PouûÌvejte tyto produkty v dob¯e vÏtran˝ch prostor·ch. Nevdechujte v˝pary
z produkt˘, uvolÚujÌcÌch Ëinidel, peËetidel, plniv, prysky¯ic, s·dry, atd.
Noste ochrannÈ pom˘cky ñ PouûÌvejte
ochrannÈ pom˘cky jako rukavice a dlouhÈ ruk·vy. ObleËenÌ pom˘ûe minimalizovat
kontakt materi·lu s pokoûkou. Pokud dojde ke kontaktu s pokoûkou, omyjte ihned
vodou a m˝dlem. Nevytvrzen˝ kauËuk m˘ûe b˝t odstranÏn z pracovnÌch ploch
acetonem.
ChraÚte ûivotnÌ prost¯edÌ ñ Postupujte
podle technickÈho listu. Zbytky materi·l˘ likvidujte podle uveden˝ch pokyn˘. Sledujte
symboly na v˝robku. NÏkterÈ materi·ly mohou b˝t ökodlivÈ p¯ÌrodÏ. NevylÈvejte
je do kanalizaËnÌho odpadu ani do odpadkovÈho koöe. NejlepöÌ je materi·ly
pouûÌt podle uvedenÈho postupu v technickÈm listu (smÌchat sloûky
dohromady).
Pozor na teplotu ñ DÌlna a vöechny
materi·ly (vËetnÏ vaöÌ formy), by mÏly b˝t uchov·v·ny p¯i pokojovÈ teplotÏ (25
∞C). V chladnÏjöÌm prost¯edÌ vytvrzuje materi·l delöÌ dobu a v p¯ÌpadÏ, ûe je
teplota p¯Ìliö nÌzk· (<10 ∞C) materi·l nevytvrdne v˘bec. TeplejöÌ prost¯edÌ
zkr·tÌ dobu zpracov·nÌ.
Vlhkost by mÏla b˝t snÌûena na minimum
ñ Vysok· vlhkost bude reagovat s polyuretanov˝m kauËukem. DÌky tomu mohou
vzniknout ve formÏ bublinky.
P¯Ìprava pracovnÌho prost¯edÌ ñ PracovnÌ
povrch by mÏl b˝t p¯Ìstupn˝ z nejmÈnÏ dvou stran, a mÏl by b˝t na stejnÈ ˙rovni
ve vöech smÏrech. Chcete-li ochr·nit povrch p¯ed politÌm a skvrnami, zakryjte
desku stolu voskov˝m papÌrem nebo hnÏd˝m balicÌm papÌrem. Tyto materi·ly
zp˘sobujÌ skvrny na obleËenÌ.
Neriskujte cenn˝ model ñ Pokud si
nejste jisti kompatibilitou mezi formou (plniËem pÛr˘, separ·torem, atd.) a povrchem
modelu, otestujte dan˝ materi·l na podobnÈm povrchu p¯ed pouûitÌm na modelu.
V opaËnÈm p¯ÌpadÏ nemusÌ forma v kontaktu s modelem vytvrdnout
nebo nemusÌ jÌt sejmout.
Dob¯e vyuûijte sv˘j Ëas ñ ZatÌmco
Ëek·te na zaschnutÌ nat¯enÈ vrstvy nebo separ·toru m˘ûete uklidit pracovnÌ
prostor nebo prov·dÏt jinÈ ˙koly. Nevytvrzen˝ materi·l m˘ûe b˝t odstranÏn
z pracovnÌ desky acetonem nebo alkoholem.
Vaûte a mϯte peËlivÏ ñ Sloûky
materi·lu odvaûujte co nejp¯esnÏji.
VÌce dÌlnou formu nezapomeÚte separovat
ñ Jinak se obÏ poloviny slepÌ dohromady a budete blok muset ¯ezat.
eû zaËnete, p¯ipravte si vöechny pot¯ebnÈ materi·ly a
pom˘cky. Jakmile m·te rozmÌch·n materi·l, je nejmÈnÏ vhodn· doba hledat dalöÌ pot¯ebnÈ
vÏci. äet¯ete tak Ëas a penÌze.
∑
P¯ipraven˝
pracovnÌ st˘l
∑
Model
(origin·l)
∑
Podkladovou
desku pod model (nap¯. sklo, plexisklo).
∑
D¯evÏnÈ
nebo akrylovÈ desky pro opÏrnÈ stÏny formy (ohr·dku).
∑
Svorky
∑
V·hy (v
p¯ÌpadÏ mÌchacÌho pomÏru hmotnostnÏ) nebo odmÏrku (v p¯ÌpadÏ mÌchacÌho pomÏru
objemovÏ)
∑
ModelovacÌ
hmota na utÏsnÏnÌ sp·r v ohr·dce
∑
MÌchacÌ
n·doby
∑
MÌchacÌ
tyËinky
∑
UzavÌraË/plniË
pÛr˘ (je-li pot¯eba)
∑
SeparaËnÌ
prost¯edek/separ·tor (je-li
pot¯eba)
∑
Materi·l
na v˝robu formy
∑
OchrannÈ
pom˘cky
∑
»isticÌ
prost¯edky
ro ilustraci zaËneme s jednoduch˝m modelem s plochou zadnÌ
stranou. M·me tak rozdÏlen proces tvorby formy do jeho z·kladnÌch prvk˘. Pokud
budete dÏlat vûdy jen jeden krok a budete postupovat peËlivÏ podle pokyn˘, nem˘ûete
udÏlat chybu.
 ZaËnÏme s modelem ñ Jak bylo uvedeno
d¯Ìve, model m˘ûe b˝t vyroben prakticky z jakÈhokoli materi·lu: vosk, jÌl, s·dra,
kamen, beton, papÌr, kov, kost, textilie, atd. N·ö model je jednoduch˝
dekorativnÌ kus z terakoty (p·lenÈ hlÌny). Model mÏ¯Ì 30 x 23 x 2,5 cm.
ZaËnÏme s modelem ñ Jak bylo uvedeno
d¯Ìve, model m˘ûe b˝t vyroben prakticky z jakÈhokoli materi·lu: vosk, jÌl, s·dra,
kamen, beton, papÌr, kov, kost, textilie, atd. N·ö model je jednoduch˝
dekorativnÌ kus z terakoty (p·lenÈ hlÌny). Model mÏ¯Ì 30 x 23 x 2,5 cm.
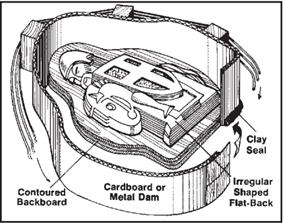
StavÌme ohr·dku ñ ⁄Ëelem ohr·dky je,
aby se zabr·nilo ˙niku tekutÈho materi·lu kolem modelu. Ta materi·l zadrûuje,
dokud forma nevytvrdne. Velikost a tvar ohrady z·visÌ na velikosti a tvaru
modelu. Pokud je v·ö model mal˝, ohr·dka m˘ûe b˝t nÏco jednoduchÈho, jako krabiËka
 od suöenek, krabice od doutnÌku, k·vy, dortu, apod.
Jestliûe je model velk˝ nebo nepravidelnÈho tvaru, budete si muset postavit vlastnÌ
ochrann˝ box.
od suöenek, krabice od doutnÌku, k·vy, dortu, apod.
Jestliûe je model velk˝ nebo nepravidelnÈho tvaru, budete si muset postavit vlastnÌ
ochrann˝ box.
Jako podloûku pod model pouûijeme plexisklo, kterÈ by mÏlo
b˝t alespoÚ dvakr·t vÏtöÌ neû model. Podloûka by mÏla b˝t na rovinÏ. Vycentrujte
model doprost¯ed. M˘ûeme pouûÌt i nap¯. d¯evo, ale z plexiskla se forma
snadno sejme. Na¯ezanÈ kousky plexiskla sestavÌme kolem modelu a pevnÏ
zajistÌme svorkami. TÌm zÌsk·me opÏrnÈ zdi.
 VöimnÏte si, ûe existuje prostor obklopujÌcÌ model (minim·lnÏ
1 ñ 1,5 cm ve vöech smÏrech, vËetnÏ nahoru od nejvyööÌho bodu modelu). Tento
prostor mezi modelem a stÏnami ohr·dky definuje tlouöùku stÏny hotovÈ formy. Ý
VöimnÏte si, ûe existuje prostor obklopujÌcÌ model (minim·lnÏ
1 ñ 1,5 cm ve vöech smÏrech, vËetnÏ nahoru od nejvyööÌho bodu modelu). Tento
prostor mezi modelem a stÏnami ohr·dky definuje tlouöùku stÏny hotovÈ formy. Ý
Pro formov·nÌ nepravidelnÈho tvaru formy m˘ûete stÏny
ohr·dky udÏlat z tenkÈho plechu, lina nebo kartonu. Spojte ohr·dku nap¯.
p·skou.
 ZajiötÏnÌ modelu ñ ZajistÏte model
k podkladovÈ desce pomocÌ silikonovÈho tÏsnÏnÌ, tavnÈ pistole, lepidla
nebo modelovacÌ hmoty. V naöem p¯ÌpadÏ vyv·lÌme z modelovacÌ hmoty
tenkÈ v·leËky a p¯itiskneme je na zadnÌ stranu kolem obvodu modelu. PotÈ
umÌstÌme model do st¯edu ohr·dky a pevnÏ p¯itiskneme k podkladu ve vöech
smÏrech. TÌm srovn·me modelovacÌ hmotu a vytv·¯Ìme tÏsnÏnÌ pod modelem,
aby se zabr·nilo ˙niku silikonu pod model. ÝM˘ûete model takÈ p¯iöroubovat k z·kladnÌ
desce, ale poökodÌte si tÌm model.
ZajiötÏnÌ modelu ñ ZajistÏte model
k podkladovÈ desce pomocÌ silikonovÈho tÏsnÏnÌ, tavnÈ pistole, lepidla
nebo modelovacÌ hmoty. V naöem p¯ÌpadÏ vyv·lÌme z modelovacÌ hmoty
tenkÈ v·leËky a p¯itiskneme je na zadnÌ stranu kolem obvodu modelu. PotÈ
umÌstÌme model do st¯edu ohr·dky a pevnÏ p¯itiskneme k podkladu ve vöech
smÏrech. TÌm srovn·me modelovacÌ hmotu a vytv·¯Ìme tÏsnÏnÌ pod modelem,
aby se zabr·nilo ˙niku silikonu pod model. ÝM˘ûete model takÈ p¯iöroubovat k z·kladnÌ
desce, ale poökodÌte si tÌm model.
 UtÏsnÏnÌ sp·r ñ Chcete-li zabr·nit
materi·lu v ˙niku sp·rami v ohr·dce nebo pod nÌ, je t¯eba vöechny
spoje utÏsnit. M˘ûete pouûÌt tÏsnÌcÌ silikon, tavnou pistoli, lepidlo nebo
modelovacÌ hmotu. P¯i pouûitÌ silikonovÈho kauËuku netÏsnÏte sp·ry silikonem
(p¯ilepil by se k v˝slednÈ formÏ). MÌsto toho pouûijte radÏji modelovacÌ
hmotu. UdÏlejte si tenk˝ prouûek a vtisknÏte ho do sp·ry (horizont·lnÌch i
vertik·lnÌch, kdekoli m˘ûe materi·l protÈci).
UtÏsnÏnÌ sp·r ñ Chcete-li zabr·nit
materi·lu v ˙niku sp·rami v ohr·dce nebo pod nÌ, je t¯eba vöechny
spoje utÏsnit. M˘ûete pouûÌt tÏsnÌcÌ silikon, tavnou pistoli, lepidlo nebo
modelovacÌ hmotu. P¯i pouûitÌ silikonovÈho kauËuku netÏsnÏte sp·ry silikonem
(p¯ilepil by se k v˝slednÈ formÏ). MÌsto toho pouûijte radÏji modelovacÌ
hmotu. UdÏlejte si tenk˝ prouûek a vtisknÏte ho do sp·ry (horizont·lnÌch i
vertik·lnÌch, kdekoli m˘ûe materi·l protÈci).
 Aplikace plniËe pÛr˘ ñ Modely z porÈznÌch
materi·l˘ (omÌtka, k·men, beton, d¯evo, atd.) vyûadujÌ zaplnÏnÌ (utÏsnÏnÌ,
uzav¯enÌ) povrchov˝ch pÛr˘. ModelovacÌ hmoty na b·zi vody nebo s p¯ÌmÏsÌ
sÌry (existujÌ silikony, kter˝m sÌra br·nÌ ve vytvrzenÌ ale i takÈ, kterÈ se
sÌrou nereagujÌ), musÌ b˝t takto takÈ ìuzav¯enyî. VhodnÈ uzavÌraËe pÛr˘ jsou nap¯.
öelak, voskovÈ pasty, vazelÌny. Nap¯. Smooth-on
Superseal je uzavÌraË pÛr˘, kter˝ nereaguje s modelem a m˘ûe b˝t odstranÏn
teplou vodou.
Aplikace plniËe pÛr˘ ñ Modely z porÈznÌch
materi·l˘ (omÌtka, k·men, beton, d¯evo, atd.) vyûadujÌ zaplnÏnÌ (utÏsnÏnÌ,
uzav¯enÌ) povrchov˝ch pÛr˘. ModelovacÌ hmoty na b·zi vody nebo s p¯ÌmÏsÌ
sÌry (existujÌ silikony, kter˝m sÌra br·nÌ ve vytvrzenÌ ale i takÈ, kterÈ se
sÌrou nereagujÌ), musÌ b˝t takto takÈ ìuzav¯enyî. VhodnÈ uzavÌraËe pÛr˘ jsou nap¯.
öelak, voskovÈ pasty, vazelÌny. Nap¯. Smooth-on
Superseal je uzavÌraË pÛr˘, kter˝ nereaguje s modelem a m˘ûe b˝t odstranÏn
teplou vodou.
Pozn·mka: Pokud pouûÌv·te silikonov˝ kauËuk,
nepouûÌvejte öelak k utÏsnÏnÌ modelu. Pouûijte Superseal, vazelÌnu nebo akrylov˝
sprej.
Aplikace separ·toru ñ Po uzav¯enÌ
povrchu modelu, pouûijte separ·tor. Ten umoûnÌ bezproblÈmovÈ vyjmutÌ modelu
z hotovÈ formy. Pouûijte separ·tor speci·lnÏ vyroben˝ pro v˝robu forem a
odlitk˘. P¯i pouûitÌ nespr·vnÈho separ·toru se m˘ûe st·t, ûe se model
k formÏ p¯ilepÌ a vy uû ho nesund·te. Nebo se m˘ûe st·t, ûe forma
nevytvrdne. Proto si radÏji vûdy udÏlejte malou zkouöku. Existuje velk· ök·la
moûn˝ch materi·l˘ a m˘ûe se st·t, ûe vznikne chemick· reakce, kter· zabr·nÌ
vytvrzenÌ formy na povrchu kolem modelu. NenÌ pak snadnÈ model vyËistit a jeho
povrch m˘ûe b˝t naruöen. Separace modelu od formy je pot¯eba hlavnÏ u
polyuretanovÈho kauËuku. Silikonov˝ kauËuk je samoseparaËnÌ (model se
k silikonu nep¯ilepÌ).
ÝNevhodnÈ
separ·tory: rostlinnÈ
oleje, miner·lnÌ oleje, motorovÈ oleje, mazacÌ spreje (WD40).
DoporuËenÈ separ·tory: Ease Release 200, Universal Mold
Release (UTS).
Separ·tory jsou jak ve spreji (nasprejujete), tak v kapalinÏ
(nan·öenÌ ötÏtcem nebo st¯ÌkanÈ rozpraöovaËem).
Pozn·mka: PouûÌv·te-li na formu silikon (nap¯.
CHN-KS), nepouûÌvejte separ·tor na b·zi silikonu.
Pokud chcete separovat silikon od silikonu (p¯i vÌcedÌlnÈ formÏ), pouûijte
nap¯. separ·tor Ease Release 200.
Spr·vn· aplikace separ·toru
UpozornÏnÌ: Nespr·vn˝ postupu aplikace separ·toru bude mÌt za n·sledek
p¯ilepenÌ modelu k formÏ.
 Spr·vn˝ zp˘sob, jak aplikovat separ·tor je:
Spr·vn˝ zp˘sob, jak aplikovat separ·tor je:
1) Naneste tenkou vrstvu separ·toru ve spreji na cel˝ povrch
modelu a okolÌ formy (jak˝koli povrch, kter˝ p¯ijde do kontakt s formou).
Nep¯eûeÚte to.
2) PouûÌvejte Ëist˝ ötÏtec a nat¯ete povrch modelu a okolÌ.
UjistÏte se, ûe u sloûit˝ch detail˘, z·porn˝ch ˙hl˘ a tÏûko p¯Ìstupn˝ch mÌstech
je vöe d˘kladnÏ nat¯eno.
3) Naneste dalöÌ vrstvu sprejem a nechte uschnout po dobu 10
minut.
UpozornÏnÌ: Nenam·Ëejte sv˘j model v separ·toru. Mohou tak kolem modelu
vzniknout malÈ bublinky, kterÈ se otisknout do pracovnÌ Ë·sti formy. Tyto
bublinky ve formÏ budou kopÌrov·ny i na v˝sledn˝ odlitek.Ý To je neû·doucÌ.
Jakmile jste aplikovali plniË pÛr˘ a separ·tor, model je
p¯ipraven. DalöÌm krokem je mϯenÌ, mÌch·nÌ a nalitÌ formovacÌho materi·lu na
model.
OdmϯenÌ materi·lu na formu
 Jak bylo uvedeno v˝öe, nÏkterÈ materi·ly vyûadujÌ p¯esnÈ
v·ûenÌ sloûek (A + B). Pat¯Ì mezi nÏ vÏtöina silikon˘, polysulfidy a kauËuky.
Pokud pouûÌv·te materi·l, kter˝ vyûaduje v·ûenÌ, pouûijte v·hu s p¯esnostÌ
na gramy.
Jak bylo uvedeno v˝öe, nÏkterÈ materi·ly vyûadujÌ p¯esnÈ
v·ûenÌ sloûek (A + B). Pat¯Ì mezi nÏ vÏtöina silikon˘, polysulfidy a kauËuky.
Pokud pouûÌv·te materi·l, kter˝ vyûaduje v·ûenÌ, pouûijte v·hu s p¯esnostÌ
na gramy.
 Pokud
pouûÌv·te materi·l s mÌchacÌm pomÏrem podle objemu, snaûte se b˝t tak
p¯esnÌ, jak jen to jde.
Pokud
pouûÌv·te materi·l s mÌchacÌm pomÏrem podle objemu, snaûte se b˝t tak
p¯esnÌ, jak jen to jde.
D˘leûitÈ upozornÏnÌ: Pokud je doporuËeno, musÌte nejprve promÌchat sloûku A a/nebo
sloûku B p¯ed d·vkov·nÌm do mÌchacÌ n·doby. Pokud tak neuËinÌte, m˘ûete zp˘sobit
nespr·vnÈ vytvrzenÌ. NÏkterÈ sloûky Ëasem tzv. ìsednouî ke dnu. ÝÝP¯eËtÏte si
technick˝ list materi·lu.
P¯i mÌchacÌm pomÏru 1A:1B naplÚte celou mϯÌcÌ n·dobu
sloûkou A a p¯elijte ji do mÌchacÌ n·doby. Stejn˝ postup aplikujte na sloûku B.
Tip: Chcete zjistit, kolik materi·lu pot¯ebujete na v˝robu formy? Do
ohr·dky m˘ûete nasypat nap¯. pÌsek a celou ji zaplnit jako byste vytv·¯eli
formu. Pak pÌsek nasypte do odmÏrky a zjistÌte pot¯ebn˝ objem materi·lu. Specifick· hmotnost je u vÏtöiny
materi·l˘ blÌzko 1, takûe 1 litr odpovÌd· p¯ibliûnÏ 1 kg materi·lu.
ÝÝ
SmÌch·nÌ materi·luÝ

 JednÌm z nejËastÏjöÌch d˘vod˘ proË forma nevytvrdne
spr·vnÏ, je nespr·vnÈ mÌch·nÌ. Je naprosto nezbytnÈ, abyste zÌsk·vali a rozvÌjeli
dobrou mÌchacÌ techniku.
JednÌm z nejËastÏjöÌch d˘vod˘ proË forma nevytvrdne
spr·vnÏ, je nespr·vnÈ mÌch·nÌ. Je naprosto nezbytnÈ, abyste zÌsk·vali a rozvÌjeli
dobrou mÌchacÌ techniku.
MÌchejte sloûky A + B po dobu nejmÈnÏ t¯Ì minut. Pokud mÌch·te
materi·l poprvÈ, pouûijte hodiny nebo stopky pro sledov·nÌ Ëasu.
∑
BuÔte d˘kladnÌ, ne rychlÌ! VÏtöina materi·l˘ m· dobu zpracov·nÌ
takovou, ûe poskytuje dostatek Ëasu na zamÌch·nÌ i aplikaci.
∑
NepouûÌvejte ölehaË nebo vrtaËku na mÌch·nÌ materi·lu nebo si
vytvo¯Ìte v materi·lu bublinky, kterÈ pak mohou z˘stat na povrchu hotovÈho
formy.
∑
MÌchejte pomalu a ujistÏte se, ûe jste nÏkolikr·t seökr·bli
materi·l ze stran a dolnÌ Ë·sti mÌchacÌ n·doby.
Tip: Kdyû si myslÌte, ûe
jste vöe promÌchali dostateËnÏ, zamÌchejte vöe znovu. Jen pro jistotu.
Vakuov·nÌ materi·lu
Pozn·mka: Jak bylo uvedeno v˝öe, polyuretanovÈ kauËuky majÌ obecnÏ nÌzkou
viskozitu a bubliny brzy samy zmizÌ. Po smÌch·nÌ silikonov˝ch kauËuk˘, kterÈ
majÌ vysokou viskozitu, byste mÏli umÌstit mÌchacÌ n·doby do vakuovÈ komory a
odstranit vzduchovÈ bubliny.
Jakmile je materi·l uvnit¯ komory, umÌstÏte vÌko nad
vakuovou komoru a p¯ipojte v˝vÏvu. ZapnÏte v˝vÏvu. Vöechen vzduch v komo¯e
(vËetnÏ vzduchu, kter˝ je zachycen˝ vysokou viskozitou v materi·lu) je
odstranÏn z materi·lu asi po t¯ech minut·ch. Protoûe je vzduch vys·v·n
z materi·lu, stoup· a zvÏtöuje nÏkolikan·sobnÏ svoji velikost. Jakmile je
odstranÏn vzduch, materi·l se vracÌ zpÏt do svÈho poË·teËnÌho objemu a je
p¯ipraven k nalitÌ do formy prakticky bez bublin.
Pokud se chcete zbavit bublin, tak vakuov·nÌ je jednÌm ze
zp˘sob˘. Druh· moûnost je technika, kdy se forma
po zalitÌ modelu vloûÌ do tlakovÈ n·doby a vystavÌ p˘sobenÌ tlaku. Coû je opak
odvakuov·nÌ, kdy vznik· podtlak.
 LitÌ materi·lu do ohr·dky
LitÌ materi·lu do ohr·dky
Po d˘kladnÈm promÌch·nÌ nastal Ëas na nalitÌ materi·lu na
model. NevylÈvejte smÏs p¯Ìmo na model, protoûe se tak m˘ûe zachytit vzduch.
MÌsto toho, najdÏte nejniûöÌ bod ve formÏ a lijte smÏs v tomto bodÏ pomalou,
konstantnÌ rychlostÌ. Nechte materi·l stoupat nahoru a p¯es model. To vytlaËÌ
vzduch z nejniûöÌho bodu a minimalizuje zachycenÌ vzduchu.
M˘ûete si vöimnout mal˝ch
vzduchov˝ch bublin stoupajÌcÌch na povrch. Ty m˘ûete n·slednÏ odstranit
p¯ejetÌm nad povrchem zdrojem tepla (nap¯. vysouöeËem vlas˘).
 VytvrzenÌ formy
VytvrzenÌ formy
DalöÌ krok je snadn˝,
nechte formu vytvrdnout do pevnÈho stavu p¯es noc v pokojovÈ teplotÏ (25 ∞C).
UrychlenÌ vytvrzenÌ
Jsou dvÏ moûnosti jak
urychlit vytvrzenÌ formy.
1) ExistujÌ
speci·lnÌ urychlovaËe, kterÈ dok·ûou zkr·tit dobu vytvrzenÌ z nap¯. 16 hodin
na jednu hodinu. P¯eËtÏte si pozornÏ technick˝ list. V nÏm je mimo jinÈ
naps·no, do kterÈ sloûky se urychlovaË p¯id·v·. Fyzik·lnÌ vlastnosti v˝slednÈ
formy mohou b˝t jinÈ neû bez urychlovaËe.
2) DalöÌ
moûnostÌ je zv˝öenÌ teploty. VyööÌ teplota zp˘sobÌ, ûe forma tvrdne rychleji. PotÈ,
co forma ìzûelatinujeì (cca jedna hodina), umÌstÏte formu do trouby a p¯i 66 ∞C
nechte tvrdnout Ëty¯i hodiny. PotÈ nechte vychladnout formu po dobu jednÈ
hodiny. Pozor: nepouûÌvejte kuchyÚskou troubu (m˘ûete si ji zaöpinit).
 Odformov·nÌ
Odformov·nÌ
Jakmile forma vytvrdne, m˘ûeme model (origin·l) vyjmout
z vytvrzenÈ formy. OdstraÚte ohr·dku a modelÌnu ze stran formy.
 Jestliûe ölo vöechno v po¯·dku, pak lze model snadno
vyjmout z formy. Forma okopÌrovala vöechny i nejmenöÌ detaily (sejme i
otisky prst˘) z origin·lu.
Jestliûe ölo vöechno v po¯·dku, pak lze model snadno
vyjmout z formy. Forma okopÌrovala vöechny i nejmenöÌ detaily (sejme i
otisky prst˘) z origin·lu.
Moûnost: DodateËnÈ vytvrzenÌ (post cure)
formy pro lepöÌ v˝sledky. AËkoli to nenÌ nutnÈ, toto dodateËnÈ vytvrzenÌ formy
zvyöuje fyzik·lnÌ vlastnosti a v˝sledky. UmÌstÏte formu do trouby o teplotÏ cca
65 ∞C na 4-6 hodin. PotÈ nechte vychladnout na pokojovou teplotu. VÌce se
doËtete v technickÈm listu.
oje forma nevytvrdla! ñ NejËastÏjöÌ sign·l, ûe se nÏco
nepovedlo. Co s tÌm? Co se asi pokazilo?
1. Forma nevytvrdla
a. äpatn˝ mÌchacÌ pomÏr
ñ Nap¯Ìklad mÌchacÌ pomÏr je 2A:1B objemovÏ a vy jste pracovali s pomÏrem
1A:1B. NÏkdy V·m m˘ûe napovÏdÏt balenÌ, ve kterÈm jste materi·l obdrûeli. Pokud
dostanete 1kg sloûky A a 100g sloûky B, pak mÌchacÌ pomÏr nejspÌöe nebude 1A:2B
ani 1A:1B, ale mohl by b˝t nap¯. 10A:1B. Vûdy se podÌvejte do technickÈho
listu.
b. Z·mÏna sloûek ñ Po
odmϯenÌ sloûky B se vezme znovu sloûka B a odmÏ¯Ì se. N·slednÏ se obÏ sloûky B
smÌchajÌ. Ale bez p¯Ìtomnosti sloûky A materi·l nevytvrdne. ZaËnÏte vûdy
odmϯenÌm sloûky A, a pak teprve sloûkou B. Postup nikdy nemÏÚte a nem˘ûete se
tak splÈst.
c. Nepouûili jste dostateËnÏ p¯esnou
v·hu ñ Nap¯Ìklad jste pouûili osobnÌ v·hu mÌsto v·hy
s p¯esnostÌ na gramy.
d. Teplota mÌstnosti je p¯Ìliö nÌzk·
ñ Nap¯Ìklad jste zalili formu veËer venku a v noci p¯Ìliö klesla teplota.Ý
2. Forma vytvrdla jen Ë·steËnÏ
a. äpatnÏ zamÌchan˝ materi·l
b. Nep¯esnÏ stanoven˝ pomÏr sloûek A +
B nebo z·mÏna mÌchacÌho pomÏru z v·hovÈho na hmotnostnÌ
(nebo naopak).
c. äpatnÏ promÌchanÈ sloûky p¯ed
smÌch·nÌm ñ NÏkterÈ sloûky tzv. ìsedajÌî. MusÌ se proto vûdy
p¯ed odebr·nÌm Ë·sti materi·lu d˘kladnÏ promÌchat, aby se promÌchala tÏûöÌ
sloûka u dna s lehËÌ sloûkou naho¯e. Toto bude naps·no v technickÈm listÏ.
d. Model nebyl dostateËnÏ p¯ipraven
ñ nebyl nap¯. uzav¯en plniËem pÛr˘ Ëi separov·n.
e. Neprovedli jste si malou zkouöku u
nov˝ch materi·l˘ ñ Pokud nem·te zkuöenosti s materi·lem na
formu v kombinaci s materi·lem, z nÏhoû je vyroben model,
udÏlejte si radÏji zkouöku. Je moûnÈ, ûe chemick· reakce zabr·nÌ vytvrzenÌ
formy kolem modelu.
3. Model nejde vyjmout z formy
a. Model nebyl dostateËnÏ uzav¯en
ñ Pouûili jste nevhodn˝ uzavÌraË pÛr˘ nebo jste ho neaplikovali dostateËnÏ.
b. Model nebyl dostateËnÏ odseparov·n
ñ Pouûili jste nevhodn˝ separ·tor nebo jste ho aplikovali nedostateËnÏ nebo
jste ho neaplikovali p¯edepsan˝m zp˘sobem.
4.
El· tato broûura m˘ûe b˝t shrnuta do n·sledujÌcÌho seznamu
relativnÏ jednoduch˝ch ˙kon˘. Po prvnÌm pokusu a n·slednÈm zdokonalenÌ bude
tvorba forem jako peËenÌ chleba. A to, pokud m·te recept, uû nezapomenete.
∑
ZaËnÏte v˝bÏrem pro V·s vhodnÈho materi·lu na formu.
∑
P¯eËtÏte si technick˝ list materi·lu.
∑
P¯ipravte si pracovnÌ prost¯edÌ a ochrannÈ pom˘cky.
∑
P¯ipravte si model.
∑
Aplikujte uzavÌraË pÛr˘ (je-li t¯eba).
∑
Aplikujte separ·tor (je-li t¯eba).
∑
Stanovte si rozmÏry ohr·dky a tÌm i tlouöùku v˝slednÈ formy.
∑
Vyrobte si ohr·dku.
∑
ZajistÏte ohr·dku p¯ed ˙nikem materi·lu.
∑
ZajistÏte pevnÏ model v ohr·dce.
∑
PromÌchejte jednotlivÈ sloûky p¯ed odlitÌm (je-li
t¯eba).
∑
Odmϯte jednotlivÈ sloûky materi·lu.
∑
P¯idejte plniva, p¯Ìsady, pigmenty, apod.
∑
ZamÌchejte peËlivÏ materi·l. Pozor na uvÌznutÌ vzduchov˝ch
bublin.
∑
ProveÔte odplynÏnÌ (je-li t¯eba).
∑
Nalijte materi·l do ohr·dky tenk˝m plynul˝m proudem.
∑
UkliÔte si pracovnÌ prostor.
∑
Nechte vytvrdnout.
∑
VyjmÏte model z formy.
∑
OËistÏte model.
∑
OËistÏte formu.
∑
M·te hotovou formu pro nalitÌ odlitku.
ouf·m, ûe jsme V·m problematiku kolem v˝roby forem
osvÏtlili. Pokud se dÌky tomuto eBooku vrhnete na v˝robu, nebyla pr·ce na nÏm
zbyteËn·.
Pokud jste doËetli aû sem, tak gratuluji. M˘ûete se pustit
do prvnÌho pokusu. Budeme r·di, pokud n·m napÌöete na n·ö email zpÏtnou vazbu.
Pom˘ûete tak sv˝mi p¯ÌspÏvky vylepöit tento eBook pro ostatnÌ Ëten·¯e.ÝÝ Ý
Pokud p¯i ËtenÌ tohoto eBooku narazÌte na nÏco, co V·m
nebude jasnÈ, nebo se budete chtÌt na nÏco zeptat, nev·hejte mi napsat. Budu
r·d i za to, kdyû mi napÌöete, jak se V·m eBook lÌbil a v Ëem V·m pomohl.
Email: info@levneSilikony.cz
P¯ipravujeme dalöÌ eBook
okud bude z·jem, uvaûujeme
o dalöÌch n·vodech jako nap¯.:
∑
v˝roba odlitk˘
∑
v˝roba vÌcedÌln˝ch forem
∑
v˝roba forem natÌr·nÌm materi·lu na model
Jestli m·te i jinÈ n·pady, napiöte n·m a pokusÌme se udÏlat
maximum.
doba zpracov·nÌ [pot life] ñ jak
dlouho m˘ûete s materi·lem pracovat
doba vytvrzenÌ [cure time]
ñ za jak dlouho je forma vytvrzen·
durometr [durometer] ñ
p¯Ìstroj urËujÌcÌ tvrdost materi·lu
mÌchacÌ pomÏr [mix ration]
ñ pomÏr mezi sloûkou A a sloûkou B.
odformov·nÌ [demold] ñ vyjmutÌ
modelu z formy
odvakuov·nÌ [vacuuming] ñ
proces odstranÏnÌ uvÌznut˝ch bublin ze smÏsi
smÏöovacÌ pomÏr ñ viz
mÌchacÌ pomÏr
viskozita [viscosity] ñ
tekutost smÏsi
Ý
accelerate ñ urychlov·nÌ
cast ñ
odlitek
clamps ñ svorky
color - barva
cure ñ vytvrzov·nÌ
cure time ñ doba odformov·nÌ
demold ñ odformov·nÌ
elongation at Break ñ prodlouûenÌ do roztrûenÌ
hardness ñ tvrdost
modeling clay ñ modelovacÌ hmota
mixing containers ñ mÌchacÌ n·doba
mix ratio ñ mÌchacÌ pomÏr
mold ñ
forma
mold rubber ñ
kauËuk
na formu
original model ñ model
platinum-cure ñ platinov˝ katalyz·tor
(adiËnÌ typ silikonu)
pot life ñ doba zpracov·nÌ
pouring ñ zalÈv·nÌ
polysulfide
rubbers ñ
polysulfidov˝
kauËuk
release agent ñ separ·tor
rubber ñ
kauËuk
safety ñ bezpeËnost
sealing agent ñ uzavÌraË/plniË pÛr˘
scale ñ v·ha
silicone rubbers ñ
silikonovÈ
kauËuky
shrinkage ñ smrötÏnÌ
specific volume ñ specifick· hmotnost
stirring
sticks ñ mÌchacÌ tyËinky
tensile Strength ñ pevnost v tahu
tin-cure ñ cÌnov˝ katalyz·tor
(kondenzaËnÌ typ silikonu)
volume ñ objem
weight ñ v·ha, hmotnost
V knize jsou pouûity
fotografie a informace z materi·lu firmy Smooth-On, Inc. How To make Molds
and casting.
KopÌrov·nÌ Ë·stÌ tohoto eBooku
je moûnÈ pouze s autorov˝m souhlasem a s uvedenÌm zdroje. Pokud
chcete vyuûÌt Ë·sti tohoto textu do rozsahu p˘l strany,
pak m˘ûete. Budeme r·di, pokud uvedete zdroj.

